![]()
![]()
| TOP >製品情報>ハイ
ベース/構造部材>スマートダイア工法>工場加工 |
|||
| 特長 |
| 材質 |
| HFW490*1,HCW490SD*2(国土交通大臣認定取得材、SN490B同等) *1認定番号 MSTL-0334、*2認定番号 MSTL-0349 *機械的性質は、SN490C相当の性能を有する。 |
| 組立 |
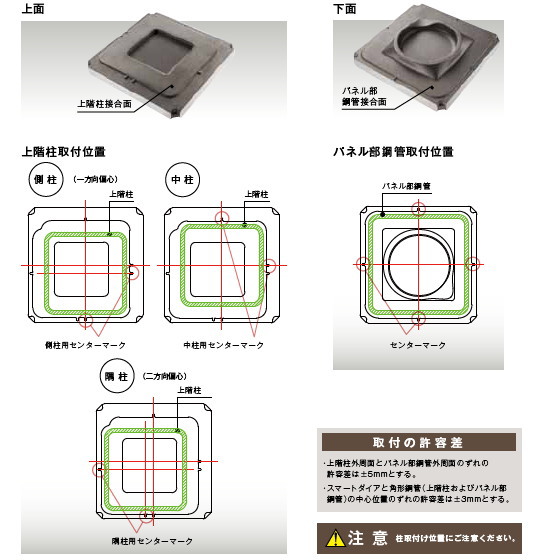
| スマートダイア上面および下面にあるセンターマークに柱芯を合わせてください。 |
 |
| 溶接材料 |
|
・被覆アーク溶接 軟鋼および490N/m㎡級用高張力マグ溶接用ソリッドワイヤ(JIS Z 3312 YGW11相当以上) |
| 溶接 |
| ・柱およびはりとスマートダイアの溶接は完全溶込み溶接とし、「鉄骨工事標準仕様書JASS6鉄骨工事」に準拠して実施してください。 ・完全溶込み溶接の開先は、日本鋼構造協会「溶接開先標準(JSSI 03-1992)」MC-TL-B1、GC-TL-B1に基づき、 柱側およびはり側に加工してください。 |
 |
| 検査 |
| ・方法 溶接部の検査は、超音波探傷検査等で行ってください。検査は、「鉄骨工事標準仕様書JASS6鉄骨工事」に準拠してください。 ・不良溶接部の補正 有害な欠陥のある溶接部は除去して再溶接してください。溶接部に割れの入った場合には、割れの入った両端から 50mm以上はつり取り再溶接してください。 |
 溶接例 |
|
|
スマートダイア工法のダイアフラムの加工にあたっての注意点 ダイアフラムを柱材に取り付け加工するにあたっては、設計図添付用の「スマートダイア工法設計施工標準図」を参照してください |